CEMLINE® non-electric condensate pumps have many advantages. There are
no impellers or seals, or cavitation problems and no electricity is
required. Condensate is efficiently moved at reduced operating cost.
CEMLINE
Condensate Pumps (CCP Series) use compressed air or steam as a motive
force to move condensate. Condensate from steam systems needs to move
from points of lower elevation to points of higher elevation, from points
of lower to higher pressure, or from a vacuum to a point of higher pressure
or elevation.
Traditionally, condensate is transferred with the use of electrically
operated condensate pumps. When moving condensate with electric pumps,
the electric pumps tend to wear out quickly. Electric condensate pumps
have impellers and seals which can wear, leak, or break down due to
harsh condensate environments. The benefit of using non-electric condensate
pumps instead of electric condensate pumps is the non-electric condensate
pumps have no impellers or seals to wear, requiring less downtime and
maintenance. In addition, some remote locations exist where electrical
service is not readily available or it is hazardous to use electricity.
Additional benefits from the use of non-electric condensate pumps is
the reduction of operating costs associated with returning hot condensate
to the boiler. Typically, electric condensate pumps require the condensate
flash to atmospheric pressure and decrease in temperature before being
pumped to the boiler. The non-electric condensate pumps reduce costs
compared to electric condensate pumps because the non-electric condensate
pumps can return condensate to the boiler at a higher temperature, which
reduces the heating costs required to re-heat the condensate. Along
with the reduced expense of re-heating of condensate, less water treatment
chemicals are required and less make up water is required to be added
to the system.
Applications:
Typical installations would be remote locations, hazardous environments
or any application where electric pumps fail rapidly.
Pump Mechanism
The Cemline Piston Powered Condensate Pump is uniquefrom the other non-electric condensate pumps in that it is springless. Thisupdated reliable springless design uses a dual piston type configuration thatacts as a spool selector to shift the valve positions. The pump is able to workwith up to 250 PSI motive steam pressure. It can operate from almost no loadto it's rated maximum capacity. The piston powered condensate pump haseasy maintenance, is interchangeable with most current spring pumps out onthe market today and is made of all stainless steel components. This designsolves the poor reliability issue of the spring snap mechanism of the past.
In addition, the piston powered condensate pump due to a larger orifice,less friction and longer travel, has an increased capacity over the springmechanism pumps. This may allow for a smaller pump than before thereforesaving you valuable space and money.
The below illustrations
demonstrate how non-electrical condensate pumps work during the three
step process of moving condensate.
Step
1. Fill Stage
Step
2. Discharge Stage
Step
3. Equalization Stage
Gravity
causes condensate flow from the receiver tank through the inlet
check valve into the pump tank. At this point the outlet check
valve and the motive force valve are closed. The vent valve is
open allowing for equalization of pressure between the receiver
and the pump tank.
The
condensate fills the pump tank until the pump mechanism opens
the motive force valve and simultaneously closes the vent valve.With
the motive force valve open, the pump tank begins to pressurize
as the motive force pressure becomes great enough to close the
inlet check valve. When the pressure in the pump tank becomes
greater than the pressure at the outlet check valve, the outlet
check valve opens and condensate is discharged from the pump tank
into the condensate return piping. Because the inlet check valve
is closed condensate is stored in the receiver tank.
The
condensate is pumped out and reaches a low level causing pump
mechanism to close the motive force valve and open the vent valve.
The outlet check valve closes when the pressure in the pump tank
is less than that of the outlet line. At this time the inlet check
valve is also closed. Then the pressure in the pump and the receiver
equalize so that the inlet check valve will open and the fill
cycle will begin again.
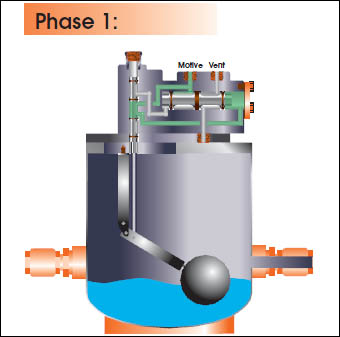
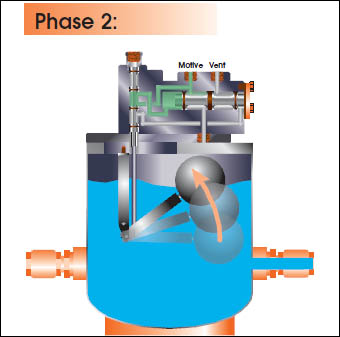
The illustrations below demonstrate how the springless piston powered
non-electrical condensate pumps work during the four step process of moving condensate.
At the beginning of the cycle, the pump is empty, the float and the connected primary piston are in the down position and the secondary piston is to the left. Filling the pump with liquid gradually raises the float and the primary piston simultaneously.
When the tank is filled the float rises until it reaches to the top of its travel causing the connected primary piston to open the port, which directs the motive pressure to the left side of the secondary piston pushing the secondary piston to the right.
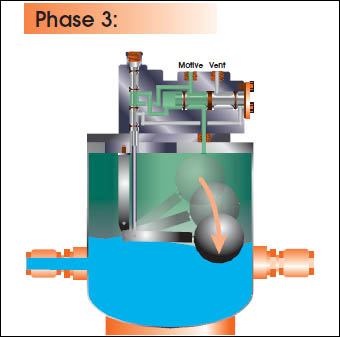
With the secondary piston pushed all the way to the right, the motive pressure pathway to the vessel is open allowing motive pressure to pressurize the tank. Pressurizing the tank forces the liquid to flow from the vessel through the outlet check valve into the condensate return piping.
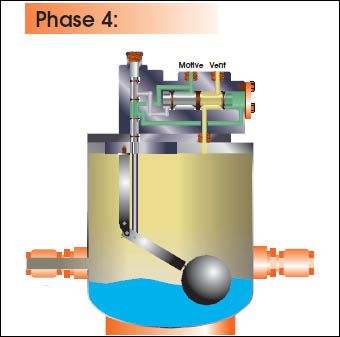
In the final phase, the float and primary piston fall as the motive pressure has forced the liquid out of the vessel. When the float and connected primary piston reach the bottom of their travel, the primary piston opens the port that directs the motive pressure to the right side of the secondary piston. The motive pressure pushes the secondary pressure to the left preventing motive pressure from entering the tank and opening a pathway between the tank and the vent. Finally, the vessel's pressure is vented and the unit is ready to fill and repeat the cycle.
STANDARD
EQUIPMENT
CEMLINE non-electric
condensate pumps feature welded steel ASME code vessels, stainless steel
check valves and stainless steel mechanism to assure highest quality.
The pump body can be manufactured out of carbon steel or cast ductile iron.
Ductile Iron - The ductile iron is ASTM A395 materials of construction meeting ASME B16.42 pressure/temperature rating.
ASME Tank - Cemline tanks are manufactured in strict accordance with ASME Code requirements and registered with the National Board Registration. The fabricated steel tanks are rated for a working pressure of 150, 200, or 250 psig depending upon the size and application. The H22CCP and H240CCP are only available with an ASME vessel. Vessel can be made from carbon or stainless steel.
The stainless steel mechanism is made from 316 stainless steel. Either a piston powered mechanism or a single spring reducing wear on the snap action mechanism are available.
Piston Powered - This new reliable springless design uses a dual piston type configuration that acts as a spool selector to shift the valve positions. The springless pump is warrantied for 3 years for three million cycles.
Snap Action Spring - The spring is not under tension in either the up or down position allowing a long service life. The mechanism is warrantied for 3 years for one million cycles.
The
brass sight glass allows for easy viewing of the water level in the
condensate pump and easy trouble shooting of the condensate pump when
required.
CEMLINE can supply a skid mounted prepackaged unit with an A.S.M.E.
rated receiver tank. Packages available are either simplex or
duplex condensate pumps. The packaged systems include receiver
tank gauge glass, shut off valves, and a skid.